�ɾ���PLC�ڔ���܇���еđ���
���ٙ�Ŀ���V���ҕՓ�� �l�����ڣ�2010-09-15 08:46 ��ȣ�
����ժҪ:�ɾ��̿������V�������ڔ��ؙC���ȹ��I�����У�������Ҫ��B�˿ɾ��̿������Ĺ���ԭ���������Լ��c���ؙC���ⲿ�O��֮�g����Ϣ���Q��������Ժ��CK160����܇�������f���䑪�á�
�����P�I�~:�ɾ��̿����������ؙC�����Q��
����1����
����Ŀǰ���ɾ��̿�����(PLC)�V�������ڔ��ؙC���ȹ��I�����С����ؙC���Ŀ��Ʋ��ֿɷ֞锵�ֿ��ƺ������ƃɲ��֣����ֿ��Ʋ��ְ������������Sλ�õ��B�m���ƣ��������ư��������S��/���D�͆���/ֹͣ���Q�������P�A�o�����_����s��β�ܡ���м���o�������Ŀ��ơ��F�����ؙC������PLC�����^������Ɓ����߉���ƣ�ʹ���ؙC���Y�����o�������ܸ��S����푑��ٶȺͿɿ��Դ����ߡ�
���������Շ������M���g�Ļ��A�ϣ�СҎ��ȫ����CK160����܇����ԓ����܇�������ձ�FANUC��˾��POWERMATE0����ϵ�y������ȫ���ֽ����ŷ��b�ã����S�����M��׃�l�����ƣ�����ϵ�y����PLC������ָ���ʹ�÷��㡢�`��Ñ�����
�����F��CK160�������f��PLC�ڔ��ؙC���ϵđ��á�
����2܇����PLC����ϵ�y����ԭ���OӋ
����2.1܇���IJ���Ҫ��
����܇��һ��ӹ����D���桢�ݼy�ȡ�Ҫ�������һ����X��Z����M�����M�����ˡ��ӹ��^�������M���Ԅӡ��քӡ�܇��A�c܇�ݼy���D�Q���������M���в�������
����2.2PLC����ϵ�y���Q�Ć��}
����܇���IJ����^�̱��^���s����PLCһ��ֻ�m���ڄ����������ơ�Ҫ��PLC���ڿ���܇����������횽�Q�������}��
����1)��ήa�����ŷ��C������̖��X��Z������ąf�{;
����2)��θ�׃�M�oϵ�y�ٶ�;
����3)܇�ݼy��Ό��F��ϵ���Ӽ��ݼy���̵�׃����
������PLC�������ģ�K�������Ĉ���Ԫ���M�ϣ��@Щ���}�ǿ��Խ�Q�ġ�
����2.3����ϵ�y�Ŀ���ԭ��
������ͨ܇�����ػ����칤�����nj����ܡ�X��Z���M�o�Ğ锵�ؿ��ơ������������c���ŷ�Ԫ�����ò��M늙C�������_�h����ϵ�y���ܝM��Ҫ��Z���}�_����ȡ0.01mm,X���}�_����ȡ0.005mm���x�þ��w��ݔ���͵�PLC�Ӳ��M늙C�}�_��̖�ɾ��̮a����ͨ�^����a����ͬ�l���}�_���F׃�١�X��Z�������ͨ�^ݔ���քӲ���������Ԅӿ��ơ�܇�ݼy���}�_��̖�����S�}�_�l�����a����ͨ�^�c�T�·����PLCݔ��ˣ���PLC����׃�l�õ����茧�̵��}�_�������Dλ��܇���M���˿����քӻ��Ԅӳ�����ơ�
����3���ؙC������Ŀ�����
������ͨ�C������ɔ��ؙC����ָ����ͨ�C��ijЩ��λ�Cе�Y����һ���ĸ��죬���ϔ����b�ã��Ķ�ʹ��ͨ�C�����Д��ؼӹ�������
�����C�����ػ�������Ҫ�����������c��
������һ�ǻ֏�ԭ���ܡ����C�����ڵĹ��ϲ����M���\�ಢ�֏͡�
���������NC��������ͨ�C���ϼӔ��@�b�ã���Ӕ���ϵ�y�������NC�C����CNC�C����
���������Ƿ��¡�����߾��ȡ�Ч�ʺ��Ԅӻ��̶ȣ����Cе��늚ⲿ���M�з��£����Cе���������b��ӹ����֏�ԭ����;���䲻�M�����aҪ���CNCϵ�y������CNC�M�и��¡�
���������Ǽ��g������g���¡���������ܻ�n�Σ������ʹ���¹�ˇ���¼��g����ԭ�л��A���M���^��Ҏģ�ļ��g������g���¡��^����ȵ����ˮƽ�͙n�Ρ�
����4�ɾ�����������x��
��������D-U3710�M�ϙC������ѭ�h�D�����g���ԣ��_�����Ö|֥EXϵ�пɾ��̿��������|֥EXϵ�пɾ��̿������c������͵Ŀɾ��̿�������ȣ��w�eС�������С���b�Õr�g�̣��ʹ�����_�����ɿ��ԘO�ߣ������Dz����c����ͬ�ĈD��Һ���x/�������������������@ʾ���ϱOҕ����ľ��š��ģ�һĿ��Ȼ���dz�ֱ�^��ͨ�^ϵ�y������D-3701�M�ϙC����ݔ���c��24����ݔ���c��19���������x�Ö|֥EXϵ�пɾ��̿������Ļ�ľ��ԪEX-40H+�Uչ��ԪEX20����ɡ�EX-40H+EX20��ݔ���c��36����ݔ���c24��������ϵ�y���_����I/O�������ʹ��EX-40H+EX20�ǿ��еġ�
�����ڴ_��ϵ�y�����I/O����߀���Mһ���_��ݔ������ݔ������Ԫ��̖��ݔ��/ݔ���^�����Ԫ��̖�c����������I/O̖���ӵĶ��Ӿ�̖��һ�µģ������@һ���͞��L��Ӳ���Ӿ��D�����˜ʂ䡣�ڴ��^���Б���һ����ַ���������������̖�����Q����̖�ͷ����Ԫ��̖�������Ҫ߀���г���̖����Ч��B������������Ч߀���½�����Ч���Ǹ��ƽ��Ч߀�ǵ��ƽ��Ч��;�����_�P��ݔ����̖߀���г��dz��_�|�c߀�dz��]�|�c���|�c��ʲô�l���½�ͨ����_����ݔ������ݔ���������Ԫ��̖����һ���Ϳ��OӋ���ɾ������������Ӳ���Ӿ��D�Լ�����늚ⲿ�ֵ�ԭ��D���Ӿ��D�Ͱ��b�D��
����5PLC�����^��
����PLC��һ�N�����\����������ϵ�y�������ڹ��I�h�����ö��OӋ���������˿ɾ�����Ĵ惦�����Á�����Ȳ��惦����߉�\�㡢�����ơ����r��Ӌ�������g�\��Ȳ�����ָ���ͨ�^����ʽ��ģ�Mʽ��ݔ�˺�ݔ�������Ƹ�Cе�����a�^�̡�
����PLC�Ĺ����^�̼���CPU���Ñ�����ѭ�h���貢�����е��^�̣����Ñ�����Ĉ�����Ҫ�������A���M�С�
����1)ݔ��ɘ��Ԓ��跽ʽ����x������ݔ����̖�Ġ�B�������ˠ�B����ݔ��ӳ��Ĵ����С��ڳ�������A�κ�ݔ��ˢ���A���У�ݔ��ӳ��Ĵ����еă��ݲ����S�����H��̖׃����׃����
����2)��������A�γ�����а����ϵ��¡������ҵ����ÿ�lָ���M�В��裬����ݔ��ӳ��Ĵ����к�ݔ��ӳ��Ĵ������xȡ���P������Ȼ���M�������\�㣬�\��Y�����´���ݔ��ӳ��Ĵ����С�
����3)ݔ��ˢ��������ָ��������ݔ��ӳ��Ĵ���������ݔ���^����Ġ�B(��ͨ/���_)��ݔ��ˢ���A���D�浽ݔ���i�����У�ͨ�^һ����ʽݔ�������ⲿؓ�d��
����6PLC�c���ؙC���ⲿ�O�����Ϣ���Q
����PLC��ϵ�y�͙C������֮�g����Ϣ���Q���������IJ��֣�
����1)�C����PLC
�����C���ȵ��_�P����̖ͨ�^PLCݔ��ӿ�����PLC�У����˘O�ٔ���̖�⣬�^�������̖�ĺ��x����ռ��PLC�ĵ�ַ(X��ַ)������PLC�����OӋ�����ж��x��
����2)PLC���C��
����PLC���ƙC������̖ͨ�^PLC��ݔ���ӿ��͵��C���ȣ������_�P��ݔ����̖�ĺ��x����ռ��PLC�ĵ�ַ(Y��ַ)������PLC�����OӋ�����ж��x��
����3)ϵ�y��PLC
����ϵ�y�l��������̖ݔ����PLC������һ��̖�ĺ��x��PLC�ĵ�ַ(F��ַ)����ϵ�y�����̴_����PLC������ֻ��ʹ�ã����ɸ��ġ�
����4)PLC��ϵ�y
����PLCݔ��������̖��ϵ�y��������̖�ĺ��x��PLC�ĵ�ַ(G��ַ)����ϵ�y�����̴_����PLC������ֻ��ʹ�ã����ɸ��ġ�
����7PLC�ڔ��ؙC���еĹ���
����1)�������Ŀ���
�����������֙C����������ϵ�y�������C����������ϵĿ�����ֱ̖������PLC��ϵ�y��������Ͽ�����̖��ϵ�y�͵�PLC�����Ɣ���ϵ�y���\�С�
����2)�C���ⲿ�_�Pݔ����̖
�������C���ȵ��_�P��̖����PLC���M��߉�\�㡣�@Щ�����_�P�����г��_�P���ӽ��_�P�������_�P�ȡ�
����3)ݔ����̖����
����PLCݔ������̖����늹��е��^��������|����늴��y����̖����ݔ���o���ƌ���
����4)T���܌��F
����ϵ�y�ͳ�T���aָ��oPLC�����^�g�a���ڔ�����șz�����ҵ�T���aָ���ĵ�̖�����c�F�е�̖�M�б��^������������l���Q��ָ����P�Q������λֹͣ��ϵ�y�l�������̖��
����5)M���܌��F
����ϵ�y�ͳ�M���aָ��oPLC�����^�g�a��ݔ��������̖���������S��/���D�͆���/ֹͣ�����P�ĊA�o�����_����sҺ���_�P�ȡ�M������ɕr��ϵ�y�l�������̖��
����8�����e��
����������PLC��CK160����܇������λ���ص��P�ϵđ��ã�
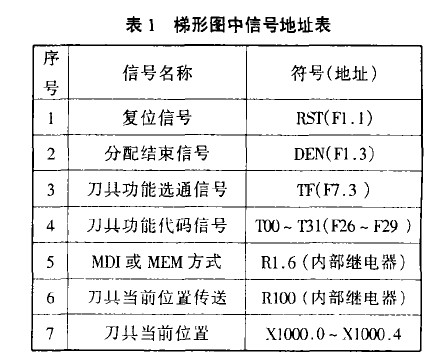
����ϵ�y�ͳ�T���aָ��(T00��T31���M�ƴ��a)����TMF�r�g(�����O��)���l��T���a�xָ����̖TF,PLC�x��T���a���g�a���ҵ�T���aָ���ĵ�̖�����c�F�е�̖�M�б��^��������������P���D�Q������λ���D1���i�o���Q��ֹͣ��ϵ�y�l�������̖���Q�����ΈD��D1��ʾ��
����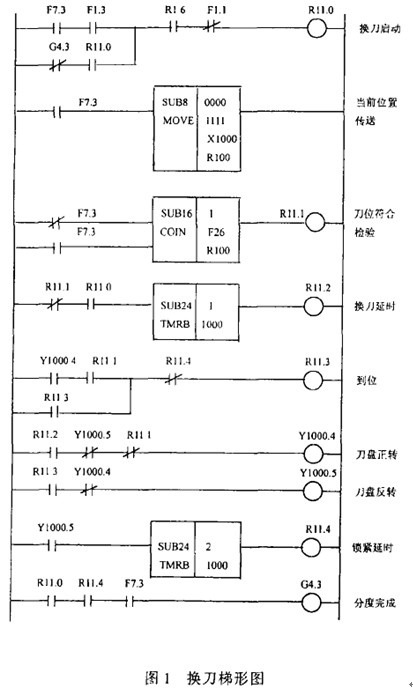
�������ΈD�еĹ���ָ��MOVE����߉�˺��D�ƣ����ζ��M�Ɣ����ĸ���λ����ɵ��߮�ǰλ�õĂ���;COIN���ڵ��߷��ϙz�飬���Ŀ�˵�̖�c��ǰ��̖�ı��^;TMRB���ڶ��r�����ΈD�е���̖��ַҊ��1��
����
��������PLC��߉���Ƽ��g�����Դ����늿��ƾ�·����߹��I�aƷ�Ŀɿ��ԣ��S�������ܵ��Mһ����ߺ����ƣ��،��M�˸���Ĺ����I��
���������īI
����[1]����.���ؼ��g�����á�M].����:�������I������.1997.
������Փ��֪�R�W�����ڞ���Ҫ����Փ�ĵ���ʿ�ṩ���P����,�ṩѸ�ٿ�ݵ�Փ�İl��������ָ���ȷ��ա����w�l�����̞飺�͑���ԃ→�_���������͑�֧������→���°l�Ͳ��l��→�͑��������֪ͨ��֧�����→�s־���沢���Ϳ͑�→�͑��_�J�յ����Q�Wϵ�W�g�Wվ������Ͷ����o���֧�����x�^�njW�g����Ͷ�f��
����
�����}���ɾ���PLC�ڔ���܇���еđ���
�D�dՈע�����ԣ�http://www.optiwork.cn/fblw/dianxin/dianshi/4159.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:106
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
�����ϢՓ�ķ���
���ܿƌW���gՓ�� �V���ҕՓ�� ��늼��gՓ�� Ӌ��C��Ϣ����Փ�� Ӌ��C�W�jՓ�� Ӌ��C����Փ�� ͨ��Փ�� ��Ϣ��ȫՓ�� ��ӑ���Փ�� ��Ӽ��gՓ�� �����t�W����Փ�� ܛ���_�lՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^